鈦合金,這種能扛住太空輻射、深海高壓、人體體液腐蝕的“超級金屬”,卻在焊接時成了“玻璃心”——一點(diǎn)氧氣、一絲雜質(zhì),都可能讓它脆化斷裂。從航空航天的發(fā)動機(jī)葉片到植入人體的髖關(guān)節(jié),焊接質(zhì)量直接決定產(chǎn)品生死。今天就把鈦合金焊接的“技術(shù)密碼”拆解清楚。
一、工藝選擇指南
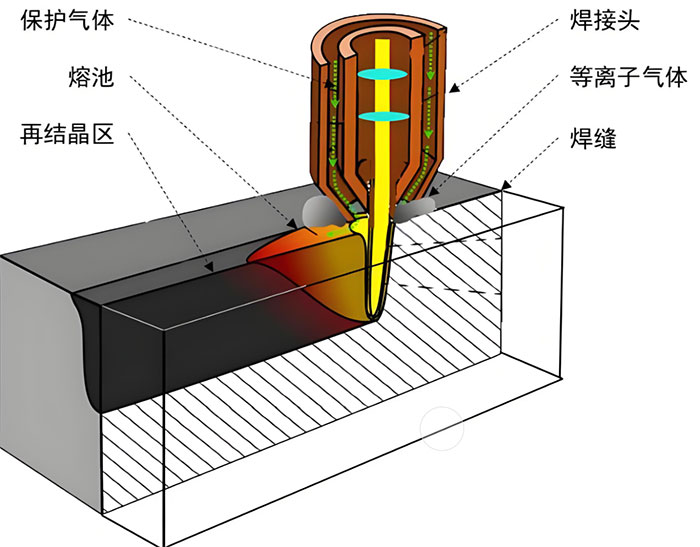
鈦合金焊接的核心矛盾是:高溫下太“活潑”,容易和氧、氫、氮“私奔”,導(dǎo)致材料變脆。所以工藝選擇必須圍繞“防污染”展開。
推薦3種“放心工藝”
1.鎢極氬弧焊(TIG/GTAW):薄壁件(<3mm)的“本命工藝”。電弧穩(wěn)定、熱輸入小,能精準(zhǔn)控制熱影響區(qū)(HAZ),尤其適合精密部件(比如醫(yī)療植入體的細(xì)小接頭)。
關(guān)鍵:保護(hù)氣必須是99.99%的純氬(4N級),露點(diǎn)≤-40℃(比南極還干燥),不然焊縫分分鐘氧化。
2.熔化極氬弧焊(MIG/GMAW):中厚板(>3mm)的效率擔(dān)當(dāng)。焊接速度比TIG快30%,但得把保護(hù)氣流量拉滿(≥20L/min),防止熔池“呼吸”到空氣。
3.真空電子束焊(EBW):高端玩家的選擇。在真空環(huán)境里“密閉作業(yè)”,雜質(zhì)想進(jìn)都進(jìn)不來,特別適合航天器燃料箱這種“零缺陷”要求的部件。唯一缺點(diǎn):設(shè)備比一套房還貴。
這2種方法堅(jiān)決拉黑
1.焊條電弧焊:藥皮燃燒會釋放雜質(zhì),焊完焊縫里全是氣孔,直接報(bào)廢;
2.CO?氣體保護(hù)焊:CO?是強(qiáng)氧化劑,焊完鈦合金能脆到一折就斷,絕對不能用!
二、參數(shù)硬核標(biāo)準(zhǔn)
1.保護(hù)氣:純度不夠,努力白費(fèi)
1.純度必須99.99%(4N級),雜質(zhì)超0.001%就可能讓焊縫脆化(ISO 14175標(biāo)準(zhǔn)卡死)。
2.流量有講究:噴嘴保護(hù)氣15-25L/min,背面保護(hù)氣5-10L/min(比如焊鈦管,管內(nèi)必須充氬,壓力0.01-0.03MPa,像給焊縫“戴氧氣面罩”)。
禁忌:流速太高(>30L/min)會形成紊流,把空氣“卷”進(jìn)熔池,反而壞事。
2.焊絲:不是隨便拿一根就行
1.成分要“門當(dāng)戶對”:TA1鈦板就用TA1焊絲,Ti-6Al-4V合金就得配同型號焊絲,亂搭會導(dǎo)致性能暴跌。
2.醫(yī)療級更挑剔:植入人體的鈦合金(比如Ti-6Al-4V ELI),必須用ELI級焊絲(超低雜質(zhì)),不然可能引發(fā)人體排異。
3.電流、坡口:毫米級的精度把控。
1.電流跟著厚度走:3mm鈦板用80-120A,5mm以上加到150-200A,電流太小焊不透,太大則熱影響區(qū)超標(biāo)(容易脆化)。
2.坡口角度有講究:單V型坡口開70-80°,鈍邊留0.5-1mm(太鈍焊不透,太尖易燒穿),盡量3層內(nèi)焊完(層數(shù)越多,吸雜質(zhì)風(fēng)險(xiǎn)越高)。
三、顏色解碼技巧
根據(jù)GB/T 14976標(biāo)準(zhǔn),從銀白到深藍(lán),差一色可能就是合格與報(bào)廢的區(qū)別:

重點(diǎn):焊接時盯著焊縫顏色,一旦出現(xiàn)深黃及以上,立刻檢查保護(hù)氣是否泄漏、氬氣純度夠不夠。
四、缺陷急救方案
1.氣孔:像海綿里的洞
根源:焊絲生銹(帶水帶氧化皮)、保護(hù)氣漏氣、焊槍歪了(角度偏差>5°)。
對策:焊絲焊前用砂紙打亮,焊槍接好后先試噴10秒氬氣(看流量計(jì)是否穩(wěn)定),手持焊槍時胳膊架穩(wěn)(別晃)。
2.裂紋:藏在里面的“定時炸彈”
根源:氫含量超標(biāo)(焊接環(huán)境濕度>60%)、熱應(yīng)力太大。
對策:焊前給工件預(yù)熱到100-200℃(烘掉水分),焊完立馬進(jìn)爐退火(800℃保溫2小時),讓應(yīng)力“散掉”。
3.未熔合:兩層皮沒粘牢
根源:電流太小、焊速太快,或者坡口沒清理干凈(有氧化膜)。
對策:坡口用不銹鋼絲刷打亮(別用砂輪,會粘雜質(zhì)),3mm厚的板至少保證100A電流,焊速控制在100-150mm/min(慢慢走,讓熔池“吃牢”)。
五、鈦合金焊接的“保命守則”
1.保護(hù)氣不能省:別用99.9%的氬氣湊數(shù),差0.09%的純度,可能讓航天器部件在發(fā)射時斷裂;
2.顏色是第一信號:焊完是銀白色?放心用;深藍(lán)色?直接報(bào)廢更安全;
3.細(xì)節(jié)控贏到底:鎢極端部發(fā)黑要換,焊絲沾了手汗要擦,這些“小事”決定最終質(zhì)量。
 微信公眾號
微信公眾號
 客服微信
客服微信
 陜公網(wǎng)安備 61030502000103號
RSS
XML
百度統(tǒng)計(jì)
陜公網(wǎng)安備 61030502000103號
RSS
XML
百度統(tǒng)計(jì)